Сварка металла по чертежам заказчика
Неразъёмное соединение металлических деталей путём местного нагрева и/или давления. На выходе — готовые металлоконструкции, узлы, изделия из отдельных элементов.
Наша продукция: металлоконструкции (фермы, каркасы, рамы), корпуса и кожухи, ограждения, лестницы, ремонт и восстановление деталей.
Сварка — финальный этап сборки после резки и гибки. Часто заказывают комплексом.
Виды сварки (обзор)
Вид | Принцип | Применение | Особенности |
Электродуговая ручная (MMA/РДС) | Плавящийся электрод с обмазкой, дуга между электродом и деталью | Строительные конструкции, ремонт, монтаж на объекте | Универсальная, работает на улице, простое оборудование |
В среде защитных газов (MIG/MAG, TIG) | Дуга в среде газа (аргон, CO₂, смеси), проволока или вольфрамовый электрод | Ответственные конструкции, нержавейка, алюминий, тонкий металл | Чистый шов, высокое качество, требует квалификации |
Контактная (точечная, шовная, стыковая) | Нагрев сопротивлением + давление | Серийное производство, автопром, приборостроение, сетки | Высокая скорость, автоматизация, без присадки |
Лазерная | Концентрированный луч лазера | Прецизионные соединения, микросварка, автопром, медтехника | Минимальная зона нагрева, автоматизация, дорогое оборудование |
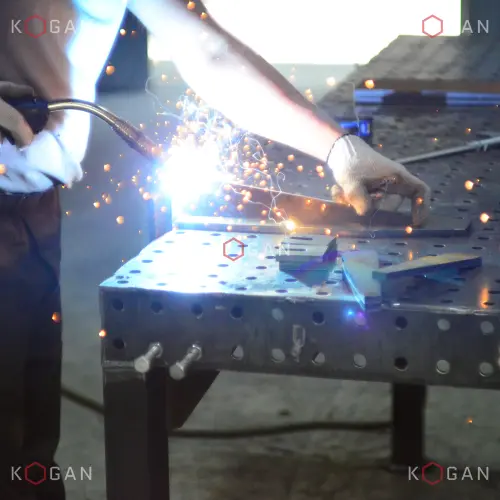
Электродуговая ручная сварка (MMA / РДС)
Процесс: дуга горит между плавящимся электродом и деталью. Обмазка электрода создаёт защитный газ и шлак.
Где применяют:
Строительные металлоконструкции
Монтаж на объекте (не нужен газ, работает на ветру)
Ремонтные работы
Сварка толстого металла (многопроходные швы)
Трубопроводы (с ограничениями)
Материалы: сталь (основное), чугун (специальные электроды), нержавейка (ограниченно).
Плюсы:
Простое и дешёвое оборудование
Работа в полевых условиях, на высоте, на ветру
Универсальность по толщинам
Минусы:
Шов менее аккуратный (нужна зачистка шлака)
Не подходит для тонкого металла (<2 мм)
Ниже производительность на длинных швах
Ограничения по цветным металлам
Сварка в среде защитных газов
Два основных метода:
MIG/MAG (полуавтомат):
MIG — инертный газ (аргон) — для алюминия, нержавейки
MAG — активный газ (CO₂ или смесь) — для чёрной стали
Проволока подаётся автоматически
TIG (аргонодуговая):
Неплавящийся вольфрамовый электрод
Присадка подаётся вручную (или без присадки)
Аргон или гелий
Где применяют:
Ответственные конструкции (давление, вибрация)
Нержавеющая сталь, алюминий, титан, медь
Тонкий металл (от 0,5 мм)
Пищевое оборудование, медтехника
Автопром, авиация
Художественные изделия, мебель (важен внешний вид шва)
Плюсы:
Высокое качество шва
Минимум брызг, шлака нет
Возможность сварки цветных металлов и тонкостенных деталей
Красивый шов (особенно TIG)
Минусы:
Нужен газ, баллоны, редукторы
Чувствительность к сквознякам (на улице — проблемы)
TIG — медленнее, требует высокой квалификации
Оборудование дороже
Контактная сварка
Процесс: детали сжимаются электродами, через место контакта пропускается ток. Металл греется сопротивлением, образуется соединение.
Разновидности:
Точечная — отдельные точки (листы, сетки, корпуса)
Шовная (роликовая) — герметичный шов (баки, канистры)
Стыковая — соединение встык (проволока, прутки, арматура, рельсы)
Рельефная — по заранее сформированным выступам
Где применяют:
Автопром (кузова, двери, капоты)
Бытовая техника (корпуса)
Сетки, каркасы, армирующие элементы
Приборостроение
Серийное производство (тысячи одинаковых соединений)
Плюсы:
Высочайшая скорость (точка за доли секунды)
Легко автоматизируется (роботы, линии)
Не нужна присадка, газ, электроды
Стабильное качество в серии
Минимальная деформация
Минусы:
Только тонкий металл (обычно до 3-4 мм)
Только внахлёст (точечная) или встык (стыковая)
Дорогое оборудование для больших толщин и размеров
Ограничения по форме деталей (электроды должны подойти)
Лазерная сварка
Процесс: сфокусированный лазерный луч плавит металл в зоне соединения. Минимальная зона термического влияния.
Где применяют:
Прецизионные соединения (электроника, датчики, медицина)
Автопром (кузовные панели, шестерни, компоненты трансмиссии)
Ювелирное дело, оптика
Герметичные соединения (медтехника, аккумуляторы)
Сварка разнородных металлов
Микросварка (толщины от 0,1 мм)
Плюсы:
Минимальная деформация (узкий шов, малый нагрев)
Высокая скорость
Возможность автоматизации, роботизации
Сварка труднодоступных мест (луч можно направить)
Высокая точность, повторяемость
Минусы:
Очень дорогое оборудование
Требуется точная подгонка деталей (зазор — минимальный)
Высокие требования к чистоте поверхности
Ограничения по толщине (обычно до 10-15 мм)
Некоторые материалы отражают луч (медь, алюминий — сложнее)
Наши заказчики
Производители металлоконструкций — фермы, каркасы, рамы, колонны
Машиностроение — узлы, рамы, корпуса
Производители ёмкостей — баки, резервуары, бункеры
Трубопроводы — технологические, отопление, газ
Автопром и автосервисы — кузовной ремонт, выхлопные системы
Строительство — закладные, ограждения, лестницы
Производители мебели — металлокаркас
Приборостроение, электроника — корпуса, шасси
Пищевое и медицинское оборудование — нержавеющие конструкции
Наши преимущества
Оборудование и компетенции:
Несколько видов сварки под разные задачи (MIG/MAG, TIG, контактная, лазерная)
Сварочные роботы или автоматы (для серий)
Аттестованные сварщики (НАКС — для ответственных конструкций)
Сварка нержавейки, алюминия, титана (не все берутся)
Производственные:
Комплекс «резка + гибка + сварка» — изделие под ключ
Работа по чертежам, 3D-моделям, эскизам
Единичные изделия и серийное производство
Выезд на объект (для монтажных работ)
Сопутствующие услуги: зачистка, покраска, порошковое покрытие, сборка
Качество:
Контроль качества швов (визуальный, УЗК, рентген — для ответственных)
Аттестация технологий сварки
Соответствие ГОСТ, СНиП, СП
Процесс работы
1. Заявка — клиент присылает чертежи, модели, эскизы или описание задачи
2. Анализ — технолог определяет оптимальный вид сварки, материалы, последовательность
3. Расчёт — стоимость, сроки, материал (свой или заказчика)
4. Согласование — техзадание, предоплата
5. Подготовка — резка, гибка, подгонка деталей
6. Сварка — выполнение соединений, межоперационный контроль
7. Зачистка — швы, брызги, окалина
8. Контроль качества — визуальный, измерительный, при необходимости — неразрушающий
9. Доп. операции — покраска, сборка, испытания
10. Выдача — самовывоз, доставка, монтаж
Сроки: от 1 дня (простые изделия) до нескольких недель (крупные конструкции, серии).
Ценообразование
Факторы, влияющие на цену:
Вид сварки (TIG дороже MIG, лазерная — ещё дороже)
Материал (нержавейка, алюминий, титан — наценка)
Длина швов и количество соединений
Толщина металла (толстый — многопроходные швы)
Сложность конструкции, доступность швов
Требования к качеству (аттестация, контроль)
Серийность (опт дешевле за единицу)
Сопутствующие работы (резка, гибка, покраска)
Часто задаваемые вопросы
Вопрос | Ответ |
«Нужна сварка нержавейки / алюминия — не везде берутся» | Опыт и оборудование для цветных металлов и нержавейки (TIG, MIG) |
«Боюсь, что поведёт конструкцию» | Правильная последовательность, прихватки, оснастка, опыт |
«Швы будут видны, а это лицевая часть» | TIG-сварка, зачистка, шлифовка, полировка |
«Нужен сертификат, аттестация» | Аттестованные сварщики НАКС, протоколы контроля |
«Сложная конструкция — много деталей» | Комплексный подход: резка + гибка + сварка + сборка |
«Маленькая партия — не возьмут» | Работаем от 1 изделия |
«Серия большая — нужна стабильность качества» | Оснастка, роботизация, пооперационный контроль |
Вы всегда можете проконсультироваться и направить заявку на просчет!
Адрес производства и склада: Рязанская обл., г. Ряжск, ул. Вокзальная дом, 42.